





出现产品缺陷的常见原因
工业环境的实际情况与 CAD 模型中的理论不同。在生产部件时,会出现许多不可预见的现象。由于金属熔化是一种复杂的现象,从模具到部件成品的生产过程并不是一个线性和可重复的过程。冲压模具时的回弹、生产由复合材料制成的模具时的收缩、或将两个元件焊接在一起时的热力都是可能影响模具精度的不可预测的现象。这些现象难以控制,因此在拿到部件之前无法预测最终结果。
首先,模具是根据理论模型构造的,该理论模型的开发是为了生产出符合技术要求的零部件。但是,在现实的工业生产中,上述现象会对铸造或冲压的零部件产生干扰。这导致了零部件不符合技术要求,必须进行调整、修正和改变,才能通过质量控制检查。
我们可以将缺陷分为四大类:
-
生产缺陷(部件不符合要求)
-
装配缺陷(部件未正确装配)
-
与原材料有关的缺陷(例如:错误的钢材类型导致有些回弹,表面粗糙度差等)
-
部件或组件的正常磨损所导致的缺陷(例如:模具崩裂)
每一类缺陷的起因都有几种。人为错误无疑是最常见的。

检测产品缺陷的理想方法
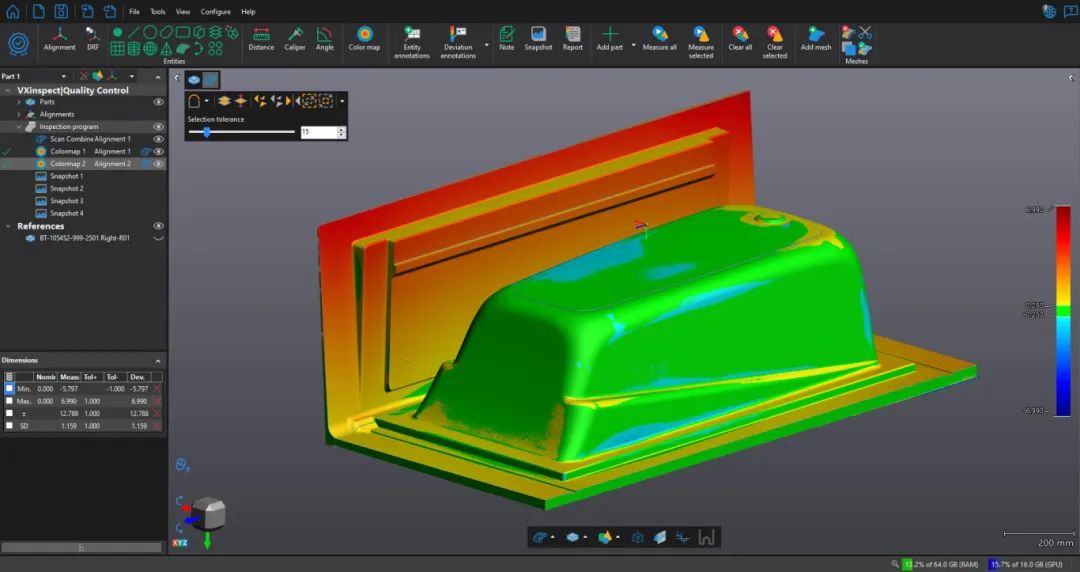
当不可预测的现象改变了成品零部件时,质量控制的迭代过程就开始了。好的方法是在调整模具之前对零部件进行处理。更确切地说,这种方法包括生产一个零部件,使用质量控制设备和检测软件测量它,并分析该零部件与 CAD 模型之间的偏差。因此,如果我们注意到某处缺少(或多出)几厘米,我们就可以在铸模、冲模或夹具上的相应表面进行打磨或添加材料。因此,模具的迭代是在测量成品零部件之后进行的。
一旦这个操作完成,我们就重新开始生产流程,生产一个新的零部件,然后再次测量该零部件以验证是否还存在任何偏差。这个迭代过程将一直循环进行,直到获得理想的零部件(即:当生产出来的零部件与其 CAD 模型一致时)。
生产缺陷较少的零部件的理想解决方案
这种反复的质量控制过程需要快速的测量设备,以便及时提供完整的尺寸信息,毫不拖延地生产下一个部件。测量工具还必须便于携带,以便在车间直接测量工件。这样,工件就不必再送到坐标测量机 (CMM) 处,从而节省了宝贵的时间,并可进行更多检测。测量仪器也应易于使用,其数字化的“合格/不合格”功能可让操作人员快速评估尺寸测量结果,并轻松识别不符合公差要求的工件。最后,它应该能够测量各种类型的尺寸、饰面和几何形状,而无需表面准备工作。
三维扫描技术产品速度快、便携、用途广泛,可以满足这些要求,使生产和质量团队能够检测部件并发现缺陷,尤其是第一类和第二类缺陷。事实上,三维扫描仪通过减少目视检查或对手动工具的使用,有助于减少制造过程中人为因素的影响。它们还可以测量部件的磨损情况,帮助了解应该在何时更换夹具或模具。

三维扫描的优势:通过优化检测时间提高工件质量
更高效的检测
当质量控制人员发现生产缺陷时(即生产出来的部件不符合技术要求),公司就会展开调查,陷入一种压力重重、忐忑不安的局面。但是有了三维扫描技术产品之后,质量团队现在可以通过快速获取大量数据并直接在车间进行调查,找到根本原因,避免进一步的延误。
检测更多部件和特征
由于三维扫描技术产品比坐标测量机速度更快,获取的数据更多,因此可以测量更多工件或检测更多特征,并提供更详细的信息。这样,管理人员就可以做出更好的决策,优化生产流程。此外,通过直接在生产车间测量工件而无需将工件送至计量实验室,质量团队节省了时间,并可以检测更多的工件。
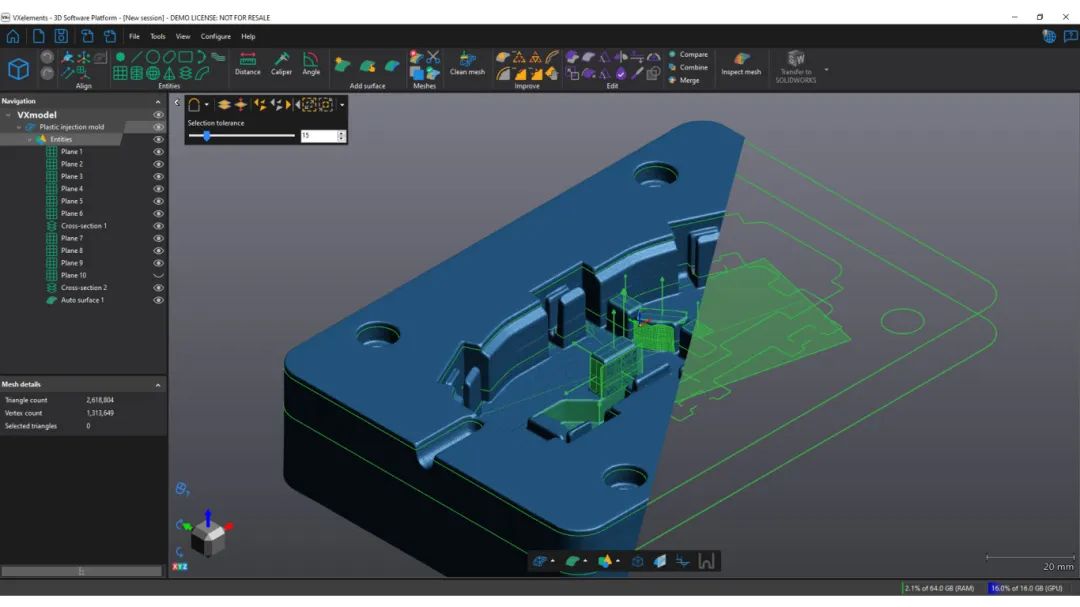
通过逆向工程优化迭代过程
一旦经过认证的模具生产出符合技术要求的成品,就可以对铸模、冲模或夹具进行扫描,以进行逆向工程。因此,如果模具磨损,需要更换新的模具,我们将不会在下一个生产过程中使用标称模型。取而代之的是,我们可以直接使用数字化的模型来制造符合检验标准的部件。这就为未来的生产优化了初始迭代过程。

即使是企业,也不可避免有产品缺陷

本文地址: https://www.xsyiq.com/51085.html
网站内容如侵犯了您的权益,请联系我们删除。
